
Компания Trumpf предлагает поворотно-гибочные станки и станки для гибки в штампе, которые отличаются высокой эффективностью. Именно такое оборудование установлено в наших цехах. Оно позволяет получить детали методом свободной гибки, чеканкой, фальцовки и заковки. Последние два способа не слишком распространены, а первые широко применяются при массовом и единичном выпуске продукции.
По принципу действия все методы похожи – пуансон вдавливает лист в нижнюю часть матрицы, что позволяет получить любой угол и радиус гиба.
Свободный способ
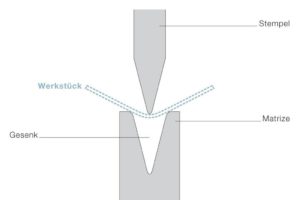
В данном случае вдавливание в основу происходит без прижатия к стенкам. При надавливании лист входит в тело, образуя угол. Чем глубже высота погружения, тем острее получается угол. Но при этом между основой и пуансоном остается свободное пространство.
Для настройки используется специальная таблица, которая в зависимости от длины хода определяет получаемый угол. Также стоит учитывать погрешности, которые возникают при работе с разными металлами. Станок самостоятельно рассчитывает усилие в зависимости от выбранного режима, отличается высокой точностью, поэтому после обработки металлопроката не потребуется его догибание или другие манипуляции.
Чеканка
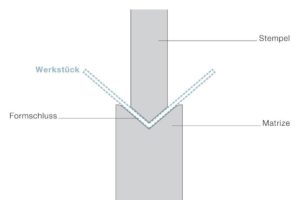
В этом случае нижняя составляющая служит основой, в которую вдавливается заготовка верхней подвижной частью, при этом между ними не остается пространства. Такое поведение называется геометрическим замыканием.
Пуансон и матрица разрабатываются в паре, они должны идеально подходить друг другу, что получить заданный угол гиба. Поэтому для каждой отдельной детали подбирается уникальный набор инструментов.
После достижения матрицы нагрузка снимается не сразу, она продолжает расти, чтобы полностью исключить появление воздушной прослойки, и достичь заданного значения. Оно также определяется на основании типа металла и его толщины. Это позволяет устранить упругость, которая дает заготовке возможность изменить конфигурацию после неправильно выполненной гибки.
Фальцовка и заковка
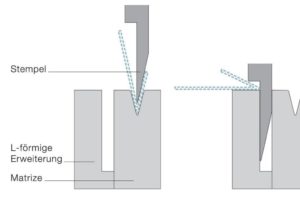
Фальцевание требуется при изготовлении коробок с безопасными краями, а также прочих элементов, в которых важно убрать острые кромки. Для этого сначала лист загибается под углом 30 градусов, а после этого его догибают, заковывают. Фальцы предусматривают наличие зазора, заковка – нет, первые определяются ходом, а вторая – усилием.
Если вам нужна качественная гибка металла, которая будет строго соответствовать техническому заданию, позвоните нам. Мы обязательно выполним весь объем работ, при этом не станем затягивать сроки.







